Aluminum Sheet Metal Bend Radius Chart
Table A 17 Metal Bending And Bend Radii Bend Allowances Sheet Metal Bend Allowances Per Degree Of Bend Aluminum Alloys

Which Aluminum Alloy Bends Best Clinton Aluminum

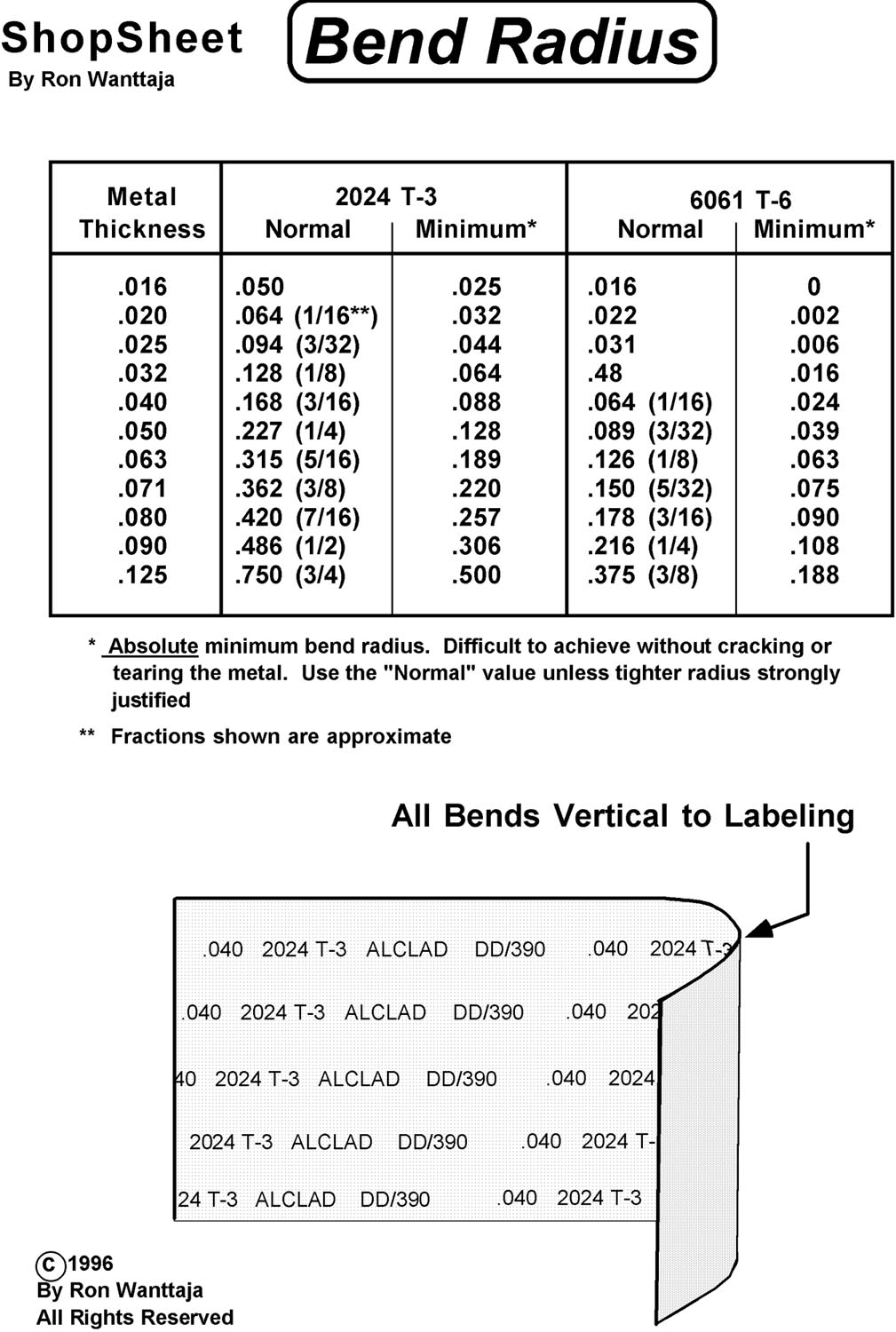
Minimum Versus Recommended Inside Bend Radius
Making Straight Line Bends Aircraft Metal Structure Repair Aircraft Systems
Press Brake Bending Applying The 20 Percent Rule To 6061 Aluminum

Bending Basics The Hows And Whys Of Springback And Springforward
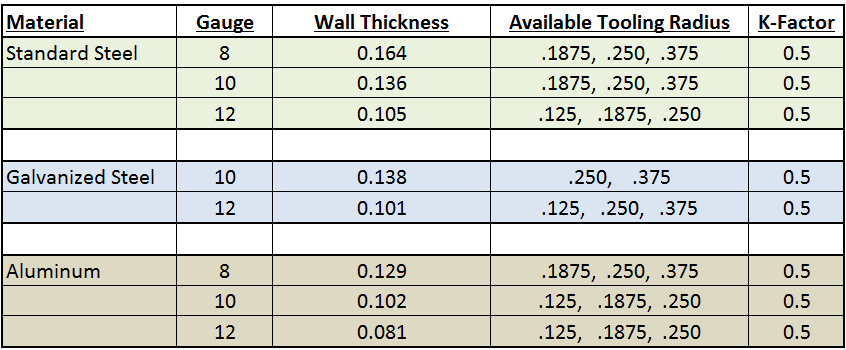
Example flat size 2 2 095 3 905 bend radius 22 ga.
Aluminum sheet metal bend radius chart.
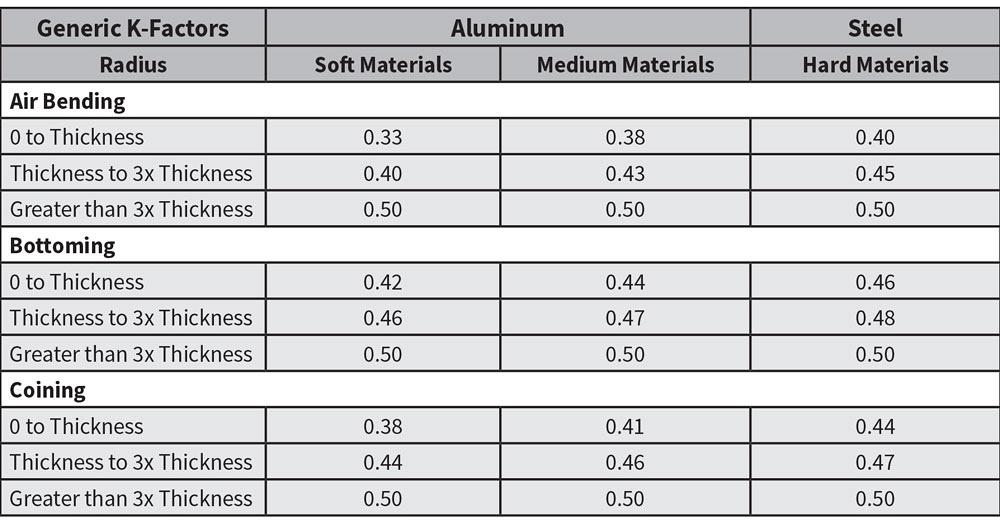
K Factors Y Factors And Press Brake Bending Precision

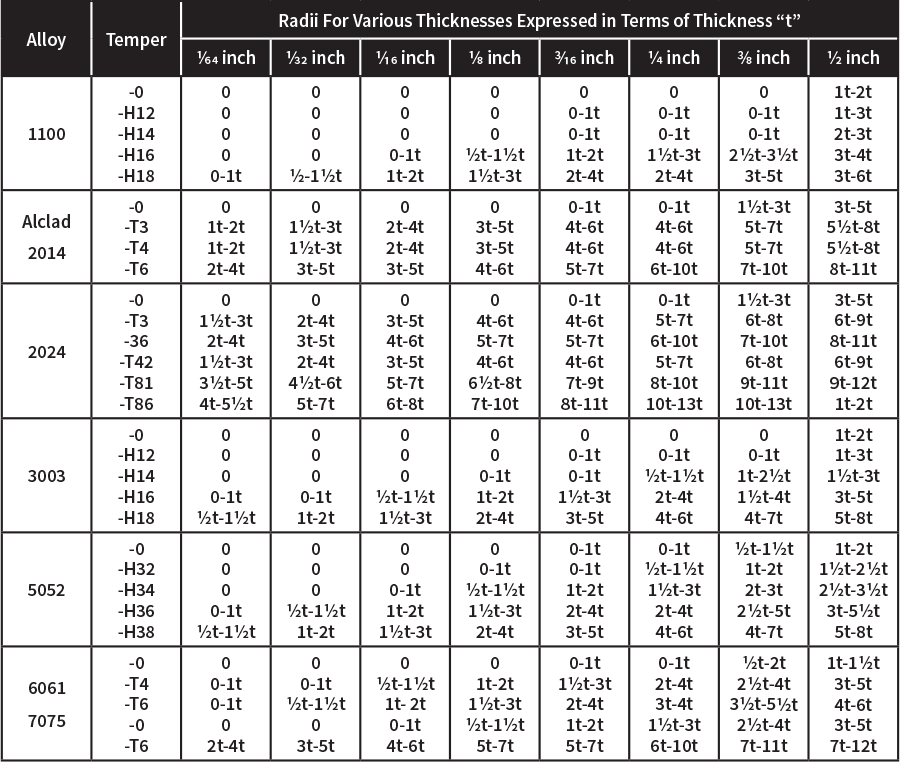
Inside Bending Radii For Sheet And Plate Alloys 5083 6061 From Ullrich

Bending Basics The Fundamentals Of Heavy Bending
Metal Bending Metal Folding Service Fractory

Sheet Metal Design Guide Geomiq

Layout And Forming Part One
The Fabricator August 2018 Strategies For Bending 6061 T6 Aluminum

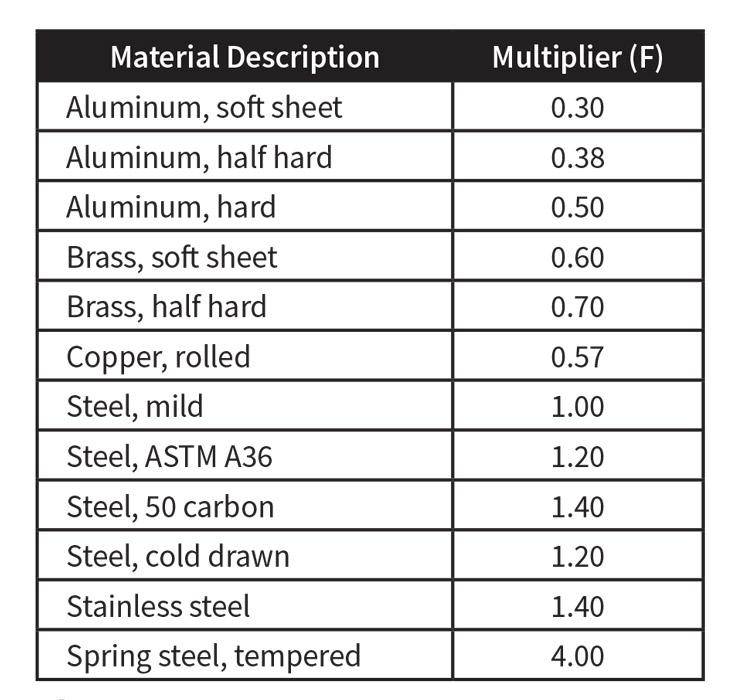
How Do I Determine The Proper Tonnage For A Bend Jmtusa
Aluminum Sheet How To Bend Aluminum Sheet
How To Set Up Sheet Metal Gauge Tables Engineers Rule
What Makes An Air Bend Sharp On The Press Brake

Solidworks Sheet Metal Tutorial Bend Allowance And Bend Tables Youtube
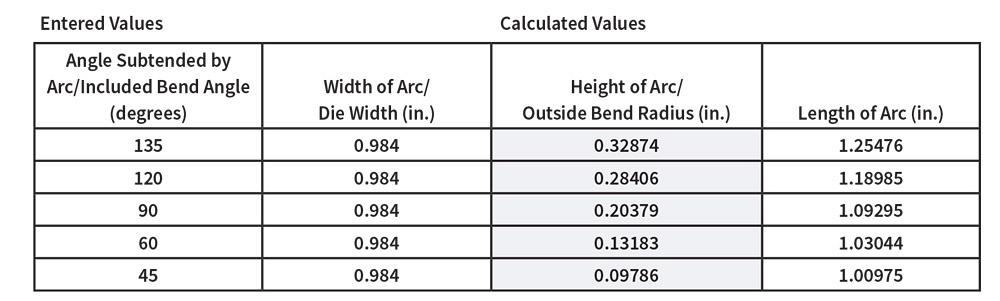
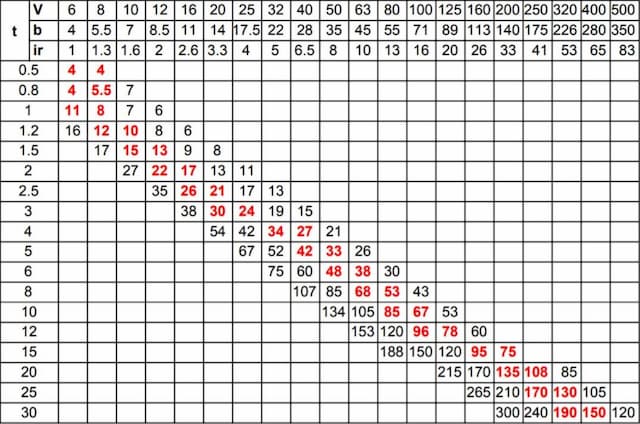
Predicting The Inside Radius When Bending With The Press Brake
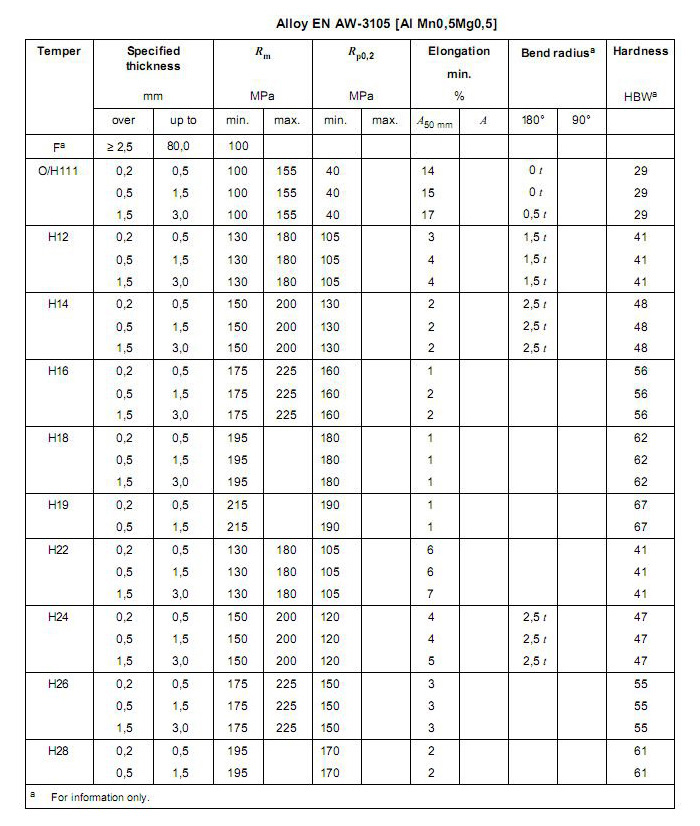
Alloy Plate Sheet 3105 Aluminum Plate Sheet
Source : pinterest.com
